Hongfang - Haberler

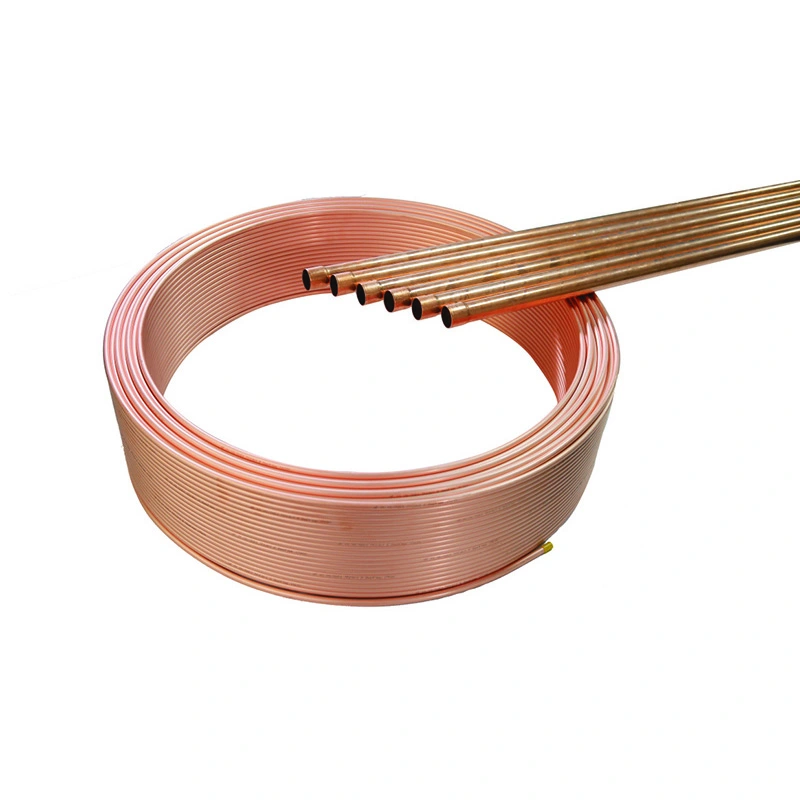
İçin birçok işleme yöntemi varbakır tüpler, ancak iki kategoride özetlenebilirler: sıcak işleme ve soğuk işleme. Örneğin, tüp kütükleri yapmak için ekstrüzyon ve eğik haddeleme ve perforasyon gibi yöntemler, tüp kütüklerini, tüp kütükleri elde etmek için deformasyon işlemesi için bakırın yeniden kristalleşme sıcaklığının çok üzerindeki bir sıcaklığa kadar ısıtmaktır. Tüp kütükleri, oda sıcaklığında soğuk haddeleme ve soğuk çizim ile borulara yapılır. Bu geleneksel süreç yıllardır kullanılmaktadır. Ekstrüzyon kütük besleme yöntemi hala kullanımda. Bu gelenekselbakır tüpükütük besleme yöntemi. Üretim süreci, elektrolitik bakırın katı yuvarlak külçe haline getirmek, daha sonra bir ısıtma fırında 850'nin üzerine ısıtmak ve ekstrüderde tek tek tüp kütüklerine ekstrüde etmek ve daha sonra disk gerilmesi için gerekli olan tüp kütüğüne doğru soğuk rulo veya çok geçişli doğrusal uzanmaktır.
Ekstrüzyon, her ikisi de tahıl yapısına ve iyi yüzey kalitesine sahip olan yüksek ekstrüzyon oranına ve düşük ekstrüzyon oranına ayrılır. Yüksek ekstrüzyon oranı ile ekstrüde edilen tüp kütükleri, daha küçük boyutta ve duvar kalınlığında daha incedir ve doğrudan bir doğrudan makine veya disk germe makinesinde işlenebilir; Düşük ekstrüzyon oranı ekstrüzyonu, büyük boyutlu tüp kütüklerini ekstrübe etmek için büyük külçeler kullanabilir ve daha sonra uzatma işlemesi için soğuk bir yuvarlanma tüp değirmeni kullanabilir. Aynı boyutta ve spesifikasyonlara sahip külçeler için, yüksek ekstrüzyon oranları daha büyük bir ekstrüzyon tonajı gerektirir ve ekstrüde edilmiş tüp duvar kalınlığının toleransı büyüktür.
Şu anda, sürekli döküm ve haddeleme kütük besleme yöntemi Çin'de çok popüler. Bu, 1990'larda ortaya çıkan yeni bir kütük besleme yöntemidir. Üretim işlemi, yatay olarak dökülmüş içi boş tüp kütüğünü sabit bir uzunluğa kesmek ve daha sonra daha küçük çaplı ince duvarlı bakır tüpü yuvarlamak için doğrudan üç roll gezegensel tüp haddeleme fabrikasına göndermektir. Üç roll tüp haddeleme değirmeni haddelenebilirbakır tüpüDönmeyen, çevrimiçi bir bobine yuvarlamak kolaydır. Özellikleri kısa üretim süreci, yeniden ısıtma ve ekstrüzyon süreçlerinin ortadan kaldırılmasıdır ve enerji tasarrufu, ekipman yatırımını azaltma ve maliyetleri azaltmada avantajları vardır.